17年经验
荣誉资质
多项创新
专业从事涂装设备研制设计及生产
扬州泰德涂装设备有限公司
技术为先 优质为诺
前处理电泳设备
喷塑涂装设备
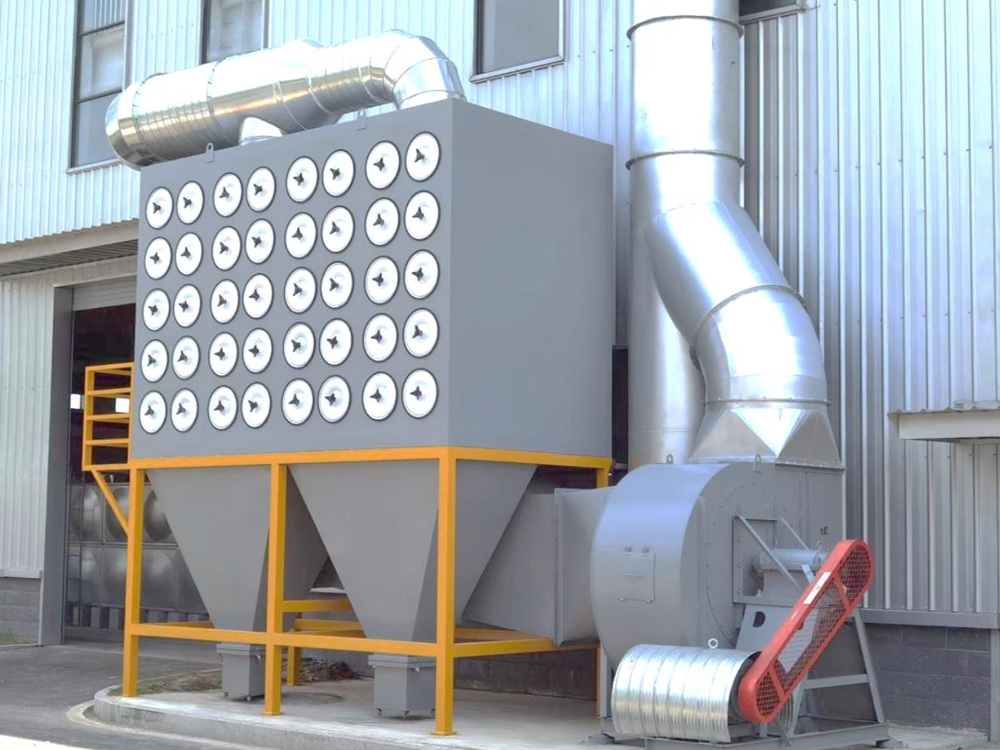
焊接烟尘处理
输送链装置
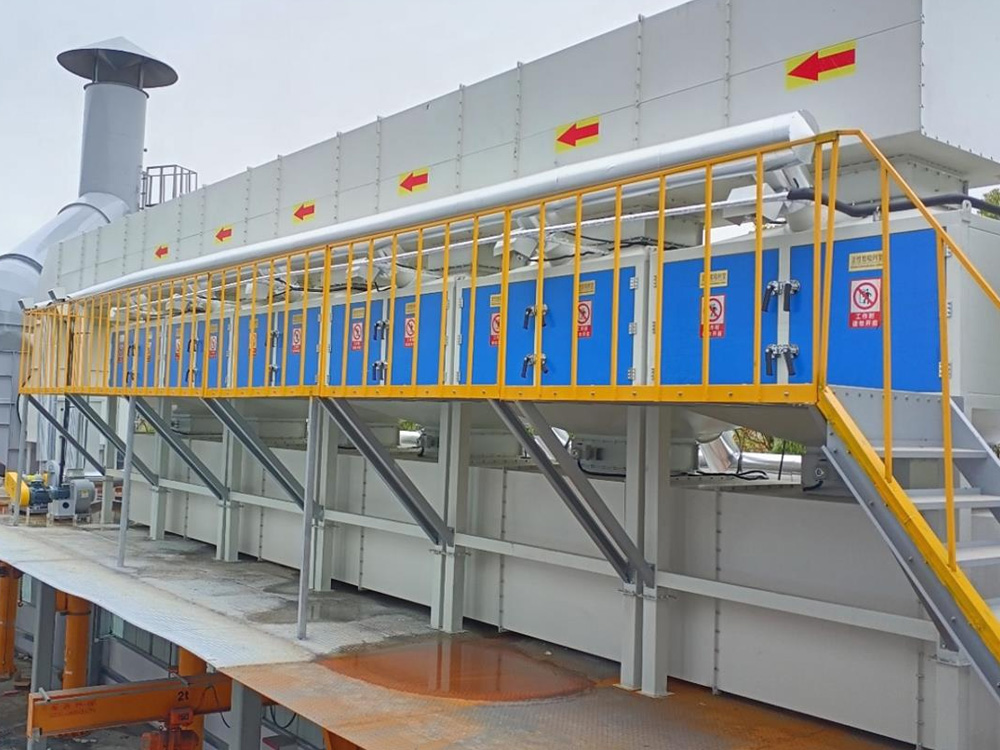
油漆废气处理设备
公司占地面积13000M²,建筑面积9000M²
及时把握市场动态
查看更多
公司主要产品有:浸渍式、喷淋式前处理设备;全自动“Ω”静电喷漆、静电喷塑、静电无···
热烈祝贺我公司在2011年度12月份扬州市涂装设备行业唯一一家“泰德”商标荣获扬州市知···
由我公司协办的“泰德杯”江都市乒乓球协会会员大赛,经过三天的决战,第一名:蔡宝林···